
CTM: Borracha e Plástico - O que são? (Parte 5)
- Drano Rauteon

- 9 de jul. de 2023
- 28 min de leitura
Atualizado: 18 de abr. de 2024
Pra nós, basta olhar pra um objeto e dizer que ele possui plástico, borracha e ou metal em sua composição, mas não é bem assim que as coisas funcionam.
Plástico não é “tudo igual”, assim como a borracha e o metal também não são. É comum as pessoas classificarem a qualidade de um produto de acordo com essas terminologias, porém, devemos saber que há centenas de polímeros diferentes, que proporcionam milhares de combinações, isto é, compósitos, que permitem agregar características de diferentes materiais e criar produtos de alta qualidade. É o que ocorre com correias, que podem ser feitas de PA66-HNBR-GF-AF, de retentores que são feitos de PTFE ou FPM, de peças de motores e veículos feitas em PA66-GF ou PPGF, calços, coxins e batentes feitos em TPU, de dielétricos de capacitores feitos em PP, PE, PC e até polímeros semicondutores PPy e PEDT.
Mas para sabermos definir a qualidade de um produto, precisamos conhecer as combinações destes materiais, as qualidades e defeitos que cada um possui e a vantagem e desvantagem de utiliza-los. Também é necessário saber que há produtos iguais (que podem ser aplicados no mesmo sistema), todavia, feitos de materiais diferentes e com diferenças de preços gritantes, como é o caso de retentores. Um retentor de PTFE ou FPM possui uma durabilidade demasiadamente alta, entretanto, seus preços destoam das outras tecnologias mais defasadas, e essa falta de conhecimento do povo sobre as justificativas do preço alto fazem com que a maioria opte pelo mais barato achando que é “tudo a mesma coisa”.
Outra coisa fácil de se ver na população leiga e até entre profissionais desses ramos é que muitos não conhecem de fato o produto que estão utilizando (ou pelo menos insistem em utilizar termos errôneos). Um bom exemplo são as velhas juntas de vedação estáticas de cabeçotes de motores a combustão interna, que antigamente eram baseadas em Fibra de Amianto e que, pela legislação moderna, foram substituídas por Fibra de Vidro e ou Fibra de Aramida, porém, até hoje são conhecidas por todos como “juntas de amianto” ou “juntas de papelão de amianto”.
Nesta série de artigos, com a concatenação de informações selecionadas em vários sites, escritas por vários autores, trago a explicação resumida sobre Plásticos e Borrachas e exemplos de vários materiais compósitos que são utilizados amplamente pela indústria química, automobilística, eletrônica e diversas outras, porém, com enfoque na eletrônica e mecânica.
OBSERVAÇÃO: Devido ao tamanho do Capítulo 4, resolvi dividi-lo em duas partes. Para retornar à PARTE 4, CLIQUE AQUI!
Este continua sendo um complemento ao texto dos Capítulo 1, 2 e 3 sobre plásticos e borrachas!

Aqui serão resumidas algumas características de plásticos e borrachas proporcionadas por determinados aditivos químicos, que vão desde lã e pó de vidro até negro de fumo, Talco e Óxido de Zinco...
Retardante de chamas
O termo “Retardador de Chama” (do inglês Flame Retardant, ou simplesmente FR) é utilizado para se referir à um grupo diverso de produtos químicos que são adicionados em materiais manufaturados, como por exemplo os polímeros.
Os FR são ativados pela presença de uma fonte de ignição e têm como objetivo prevenir ou retardar o desenvolvimento posterior de um incêndio por uma variedade de métodos físicos e químicos diferentes. Eles podem ser adicionados como um copolímero durante o processo de polimerização, podem ser posteriormente adicionados ao polímero em um processo de moldagem ou extrusão, ou então (particularmente para têxteis) aplicados como um acabamento tópico.
Os retardadores de chama minerais são tipicamente aditivos, no entanto, compostos organohalogênicos e organofosforados podem ser reativos ou aditivos. Tanto os retardadores de chama reativos quanto os aditivos podem ser posteriormente separados em várias classes diferentes:
→ Compostos minerais: Esta classe inclui Hidróxido de Alumínio (ATH), Hidróxido de Magnésio (MDH), Huntite e Hidromagnesita, vários hidratos, fósforo vermelho e compostos de boro (principalmente boratos);
→ Compostos organohalogênicos: Esta classe inclui organoclorados, como por exemplo derivados do ácido cloréndico e parafinas cloradas, tais como éter decabromodifenílico (deca BDE) e etano decabromodifenílico (um substituto para o deca BDE). Há também compostos bromados poliméricos, tais como os poliestirenos bromados, oligômeros de carbonato bromados (OCSs), oligómeros de epoxi bromada (BeOs), Anyhydride Tetrabromoftico, Tetrabromobisfenol A (TBBPA) e Hexabromociclododecano (HBCD).
A maioria, porém não todos os retardadores de chama halogenados são utilizados em conjunto com um sinergista para aumentar sua eficiência. O Trióxido de Antimônio é amplamente aceito, mas outras formas de Antimônio, como o Pentóxido e o Antimonato de Sódio, também são comuns;
→ Compostos organofosforados: Esta classe inclui organofosfatos como Trifenilfosfato (TPP), Resorcinol Bis Difenilfosfato (RDP), Bisfenol A Difenilfosfato (BADP) e Tricresilfosfato (TCP). Inclui também fosfonatos, tais como Dimetilmetilfosfonato (DMMP), bem como fosfinatos, tais como Dietilfosfinato de Alumínio.
Em uma classe importante de retardadores de chama, os compostos contêm fósforo e halogênio. Esses compostos incluem o Tris (2,3-dibromopropil) Fosfato (tris bromado) e organofosfatos clorados, como por exemplo o Tris (1,3-dicloro-2-propil) Fosfato (tris clorado ou TDCPP) e Tetraquis (2-cloretil) Dicloroisopentildifosfato (V6);
→ Compostos orgânicos: Esta classe inclui por exemplo o ácido Carboxílico e Ácido Dicarboxílico.
Os FR minerais atuam principalmente como retardadores de chama aditivos e não se tornam quimicamente fixados ao sistema circundante. A maioria dos compostos de organohalogênio e organofosfato também não reagem permanentemente para se prenderem ao ambiente, mas um trabalho adicional está em andamento para enxertar outros grupos químicos nesses materiais para permitir que eles se integrem sem perder sua eficiência retardante. Isso também tornará esses materiais não emissivos para o meio ambiente. Novos produtos não halogenados com essas características reativas e não emissivas estão chegando ao mercado desde 2010 devido ao debate público sobre as emissões de retardadores de chama. Alguns desses novos materiais reativos receberam até mesmo a aprovação da US-EPA por seus baixos impactos ambientais.
Os mecanismos básicos de retardamento de chama variam dependendo do FR específico e do substrato. Os produtos químicos retardadores de chama aditivos e reativos podem funcionar na fase de vapor (gasosa) ou condensada (sólida).
→ Degradação endotérmica: Alguns compostos se decompõem endotermicamente quando submetidos à altas temperaturas. Hidróxidos de Magnésio e Alumínio são um exemplo, juntamente com vários carbonatos e hidratos, como misturas de Huntita e Hidromagnesita. A reação remove o calor do substrato, resfriando assim o material. O uso de hidróxidos e hidratos é limitado por sua temperatura de decomposição relativamente baixa, o que limita a temperatura máxima de processamento dos polímeros (normalmente utilizados em poliolefinas para aplicações de fios e cabos);
→ Blindagem Térmica (Fase Sólida): Uma forma de evitar que a chama se espalhe sobre o material é criar uma barreira de isolamento térmico entre as partes queimadas e não queimadas. Aditivos intumescentes são frequentemente empregados, tendo o papel de transformar a superfície do polímero em um carvão, que separa a chama do material e retarda a transferência de calor para o combustível não queimado. Os retardadores de chama de fosfato orgânico e inorgânico não halogenado normalmente agem por meio desse mecanismo, gerando uma camada polimérica de ácido fosfórico carbonizado;
→ Diluição (Fase Gasosa): Gases inertes (mais frequentemente Dióxido de Carbono e Água) produzidos pela degradação térmica de alguns materiais, agem como diluentes dos gases combustíveis, diminuindo suas pressões parciais e a pressão parcial de Oxigênio, consequentemente diminuindo a taxa de reação;
→ Mitigação do radical (Fase gasosa): Os materiais clorados e bromados sofrem degradação térmica e liberam cloreto de hidrogênio e brometo de hidrogênio ou, se utilizados na presença de um sinérgico, como por exemplo o Trióxido de Antimônio e Haletos de Antimônio. Estes reagem com os radicais H- e OH- altamente reativos na chama, resultando em uma molécula inativa e um radical Cl- ou Br-. O radical halogênio é muito menos reativo em comparação com H- ou OH- e, portanto, tem um potencial muito menor para propagar as reações de oxidação do radical de combustão.
Um exemplo de uso do FR é em bandejas de aparelhos que fazem leitura / gravação de CDs, DVDs e BluRays. O uso de um polímero com alguma porcentagem de FR é necessário, já que a bandeja fica por baixo do disco e o processo de leitura ou gravação à LASER gera muito calor. Em geral, o FR é misturado ao plástico ABS (Acrilonitrila-Butadieno-Estireno), que em alguns casos por conter também PC (Policarbonato). Veja abaixo a imagem da bandeja de um drive de mídias ópticas:

Imagem 1 - Bandeja de um drive de CD e DVD de PC feita em >ABS-FR(40)<
CURIOSIDADE: O Vidro é um ótimo exemplo de material que traz uma resistência estrutural maior para componentes de plástico, porém, também atua como uma espécie de retardante de chamas. Como já foi dito em um tópico anterior deste texto, o uso de esferas de vidro (GB) em resinas plásticas traz uma estabilidade dimensional maior, e com isso uma resistência maior à altas temperaturas, o que reduz a possibilidade de incêndios. O uso de lã de vidro (GF) em peças feitas de resina e que sofrem com esforços mecânicos também aumenta a resistência ao aquecimento.
Já que citamos o vidro neste tópico, um outro exemplo de retardante de chamas é o FR4. O FR4, definido pela NEMA (National Electrical Manufacturers Association) no final dos anos 1960, é apenas uma das padronizações dadas aos laminados de poliepóxido reforçados com tecido de fibra de vidro. Perceba que aqui não se utiliza uma sigla abreviando a composição do compósito, mas sim sua principal característica. Apesar de não estar explícito, tais laminados empregam, em geral, retardantes orgânicos e organohalogênicos (mais especificamente os bromados).
O principal uso para este compósito é a fabricação de placas de circuito impresso (em inglês "Printed Circuit Board", abreviado "PCB"), pois possui alta rigidez dielétrica, suporta altas temperaturas e têm baixíssima absorção de umidade. Seu uso abrange, dentre vários outros, placas de computadores, TVs, módulos de memória RAM e até substratos de processadores, como é possível notar neste documento da Intel para a plataforma LGA775:
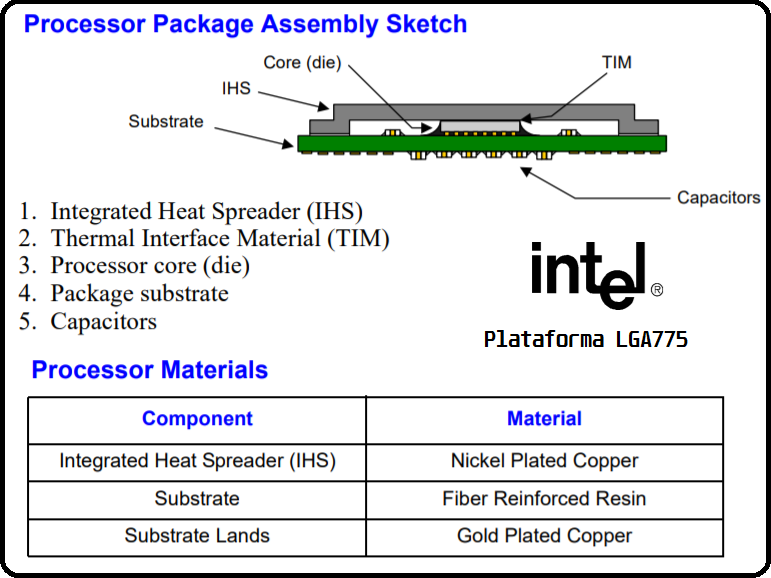
Imagem 2 - Perceba que o substrato é definido como "Resina reforçada com fibra"
CURIOSIDADE: Substratos de chips possuem algo mais que o FR4! Dada a quantidade de contatos e trilhas e o tamanho do substrato, um material isolante muito mais fino, flexível e maleável deve ser combinado com ele... mas qual seria o composto químico ideal para este fim? Que tal o Ajinomoto Build-Up Film? Para saber mais sobre como surgiu e o que é exatamente o ABF, CLIQUE AQUI!
Na próxima imagem, parte de uma documentação técnica da Intel detalhando as PCBs multilayer e alguns tipos de malha de lã de vidro utilizadas:
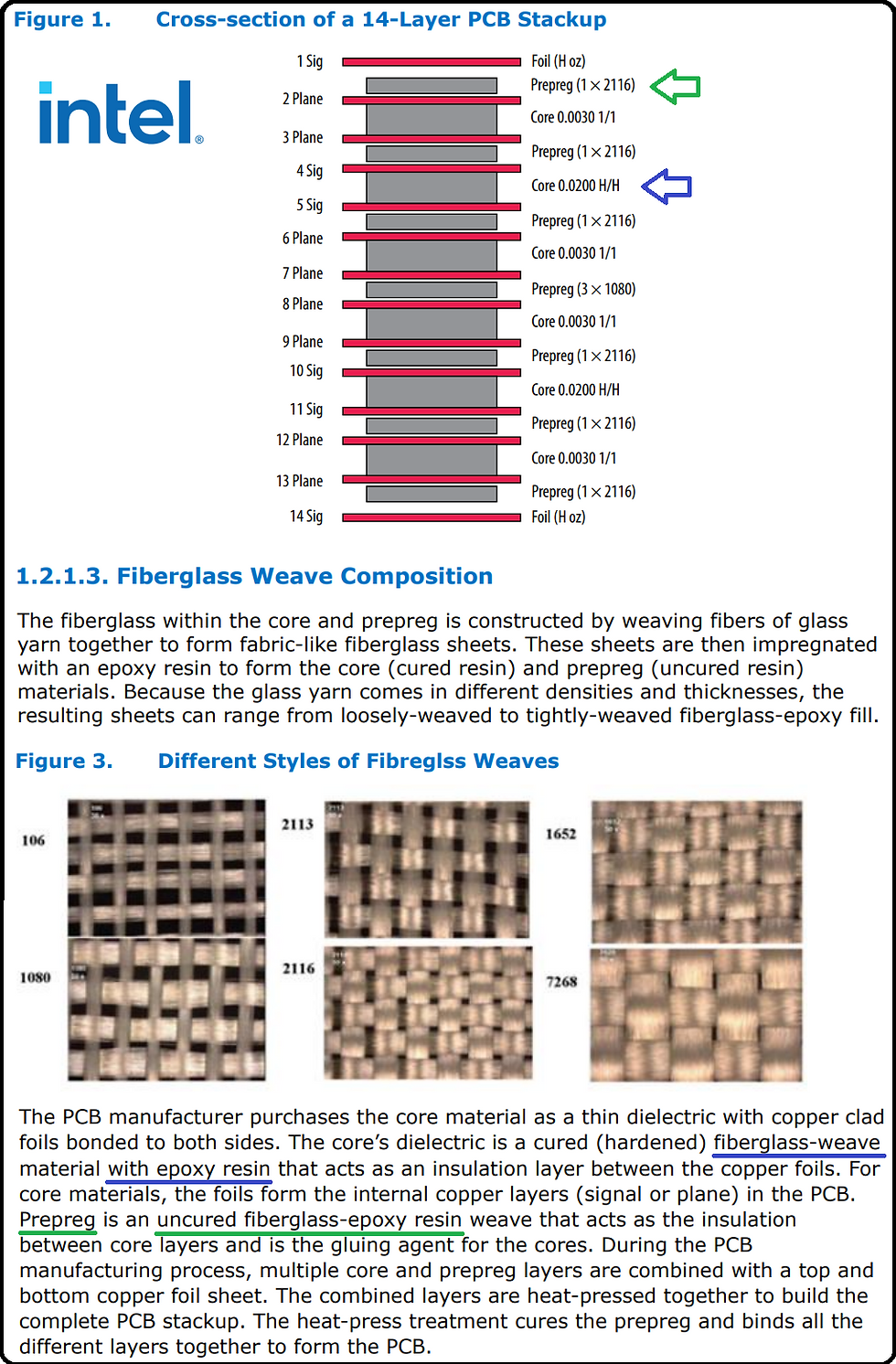
Imagem 3 - Alguns tipos de malha de tecido de vidro utilizadas em PCBs
CURIOSIDADE: Quer saber mais sobre os substratos e as trilhas das placas de circuito impresso e substratos de chips? Então CLIQUE AQUI!
Uma PCB ser feita em FR4 não significa estar automaticamente apta a receber o selo UL 94V-0. Mas o que seria este selo? Continue a leitura...
Outro exemplo de necessidade de um FR é em cabos elétricos aplicados na construção civil e até mesmo em automóveis.
O LSZH/HFFR (Low Smoke Zero Halogen) é um nome bonito para um composto termoplástico poliolefínico isento de halogênio amplamente utilizado em capas de cabos. Este produto pode ser feito com base em EVA (Acetato-Vinilo e Etileno) ou POE (Poli(Óxido de Etileno)), com o retardante à chama inorgânico sendo o aditivo principal.
O LSZH queima gases ácidos sem halogênio e com fumaça extremamente baixa, correspondendo à norma ROHS e REACH, sendo também adequado para o processo de extrusão em altas velocidades. O HFFR (que pode ser encontrado também na forma de XLPE e HEPR) substitui com êxito o famigerado PVC, já que sua estrutura química quando incendiada libera vários produtos químicos, tais como o Cloreto de Hidrogénio (HCl), que é altamente tóxico. Além disso, quando em contato com água, o HCl forma ácido clorídrico, uma substância tóxica e corrosiva. No caso do PVC, até 30% das emissões podem ser de HCl.
A norma BS EN 60754 estipula que as emissões de HCl pelos cabos de LSZH não pode exceder os 0,5%.
Os cabos que aplicam resina com HFFR também costumam ser designados como cabos sem halogéneos, tornando-os ignífugos e de baixa emissão de partículas que formam a fumaça (FR-LS).
Ao contrário dos cabos PVC e de cabos fabricados com outros compostos que produzem grandes quantidades de fumaça densa e gases tóxicos quando expostos ao fogo, os cabos de LSZH produzem níveis muito baixos dos mesmos. Por este motivo, é frequente estarem indicados para espaços interiores, especialmente em locais públicos e outros ambientes perigosos ou áreas mal ventiladas, e isto inclui, por exemplo, carros, aviões, implementos ferroviários, agrícolas, rodoviários e navios.
Um grande exemplo de uso das capas sem halogêneos é em cabos de rede Ethernet. Sim, aqueles com conectores RJ-45!

Imagem 4 - Perceba que a segunda capa é o LSZH, simplesmente definida como "termoplástico retardante de chama". A primeira capa, feita de PVC também contempla FR, pois pertence à classe CMX
OBSERVAÇÃO: Embora exista uma concepção errada, mas comum, de que os cabos de baixa emissão de gases tóxicos e fumaça (LSF) e os cabos de LSZH são a mesma coisa, tal dizer não é verdade e qualquer confusão entre os dois pode significar um perigo maior em caso de incêndio. Ao contrário dos cabos de LSZH, os cabos de LSF são fabricados com compostos de PVC. Se estiverem rotulados com "baixa emissão de fumaça e gases", isso deve-se ao fato do fabricante modificar o composto com vários aditivos, permitindo a redução - todavia, sem eliminar - as emissões de fumaça e HCl. Na imagem acima, vemos que a 1° Capa contempla um composto de PVC classe CMX, ou seja, com retardante de chamas e baixa emissão de gases tóxicos.
Em várias aplicações o PVC já entrou em desuso devido aos perigos já mencionados. Entretanto, os materiais aplicados em sua substituição nem sempre são descritos na peça, como vemos neste cabo USB de um smartphone Samsung A01:

Imagem 5 - Genericamente descrito como "NON-PVC". Nâo sabemos se é um composto de EVA, POE, EPR ou XLPE
No entanto, e ao passo que os cabos LSZH estão sujeitos a normas rigorosas, não existem normas de regulação dos cabos de LSF. Consequentemente, encontraram-se cabos de LSF com um nível de emissão de HCl superior a 20% em caso de combustão, e isso pode ser evidenciado em cabos de rede genéricos, sem qualquer proteção contra EMI e com apenas uma frágil capa de PVC comum.
Rigidez Dielétrica e Resistência Elétrica
Para saber mais sobre as características elétricas dos plásticos e borrachas, há duas publicações exclusivas sobre o assunto aqui no HC. Deixo abaixo os links, caso queira se aprofundar neste tema:
Flexibilidade e Elasticidade
Se você leu o tópico "Retardantes de Chamas" deve ter se perguntado ao final "Oras, se o PVC é rígido, como as capas dos cabos podem ser feitas com este material e possuirem uma grande flexibilidade?". Este tópico explica!
Em pesquisas pela internet, você pode encontrar o termo "plastificante", que é simplesmente um dos aditivos mais utilizados na produção de plásticos. É o plastificante que possibilitou a existência dos canos de PVC para instalações hidráulicas (PVC rígido) e os revestimentos de PVC para cabos USB, VGA, HDMI, Ethernet e cabos de vela de motores de combustão interna. Os plastificantes também propiciaram a existência do PMMA rígido para produção de Acrylic Glass e para a produção de filmes adesivos acrílicos, bem como a usabilidade da resina PVB para produção de filmes adesivos.
São os plastificantes que possibilitaram a existência de materiais poliméricos com comportamento e aparência mecânica extremamente diferentes, porém, compostos do mesmo polímero. Quando um produto polimérico é desenvolvido sem um plastificante, há uma grande chance de que ele se torne muito frágil e rígido para ser utilizado, o que não é desejável na maioria das aplicações, como por exemplo em filmes plásticos, capas de fios, etc. Em alguns casos, pode ser utilizado até dois plastificantes diferentes na produção de um material.
Segundo a IUPAC (União Internacional de Química Pura e Aplicada), o plastificante é uma substância / material incorporado em um plástico ou borracha para aumentar a sua flexibilidade, a processabilidade ou a extensibilidade (capacidade de alongamento).
CURIOSIDADE: A adição de plastificante em um plástico ou elastômero é análogo ao que ocorre quando uma esponja rígida absorve água e é saturada por ela. Mas, com o passar do tempo, os plastificadores evaporam e o plástico volta a se tornar facilmente quebradiço.
O plastificante é capaz de reduzir a viscosidade do fundido, bem como a sua temperatura de transição vítrea (Tg) e o módulo elástico, sem que se altere as características químicas fundamentais do material plastificado. Este aditivo se aloca entre as cadeias poliméricas e diminui a interação entre elas através do aumento do volume livre entre as cadeias, ou então, da atenuação das "ligações de Van Der Waals", resultando em uma matriz mais flexível e extensível. A figura abaixo exibe o mecanismo de plastificação do PVC.

Imagem 6 - Exemplo de como ocorre a plastificação do PVC
Abaixo, deixo um PDF da Braskem sobre o plástico PVC e seus plastificantes. O PVC é muito citado neste tópico, pois é o melhor exemplo de polímero que pode ter características completamente alteradas com o uso de plastificantes, no entanto, as informações técnicas dadas aqui valem pra outros polímeros também, como por exemplo o PVB e o PMMA.
CURIOSIDADE: O Plastificante é um aditivo que pode alterar a rigidez dielétrica e a resistência elétrica de um material.
Apesar de todo o lado bom, em baixas concentrações o plastificante é capaz de causar um efeito contrário ao desejado. Esse efeito é denominado "antiplastificação". Este fenômeno pode ser explicado por duas teorias:
→ Quando presente em baixas concentrações, o plastificante pode se alocar no volume livre natural que há entre as cadeias do polímero, ocasionando uma restrição de movimento e, consequente, aumento de rigidez, resistência à tração, diminuição da deformação na ruptura e resistência ao impacto, ou seja, o material vai ficar mais quebradiço.
→ A segunda teoria atribui este fenômeno ao aumento da cristalização induzido pelo plastificante quando presente em baixas concentrações. A partir de um certo teor o plastificante, ocorre a flexibilização do polímero, queda da resistência à tração, aumento da deformação de ruptura e resistência ao impacto. Este comportamento está ilustrado no gráfico abaixo:

Gráfico 1 - A quantidade de plastificante e seus resultados
CURIOSIDADE: Diversos ensaios são responsáveis por identificar não só qualitativamente, mas também quantitativamente a presença de diversos tipos de aditivos em produtos poliméricos, incluindo plastificantes.
A presença e quantidade de plastificante podem ser determinadas por algumas técnicas analíticas como GC-MS, TGA, FT-IR, dentre outras, bem como análises mecânicas, como por exemplo tração e impacto, além de outros métodos, como a Reometria Capilar e o DSC.
Flexibilidade? Elasticidade? Módulo de Young? Resistência à tração? Resistência ao impacto? Tensão de ruptura? Se ficou curioso com todos estes termos diferentes, saiba que o HC tem um artigo exclusivo para explicar as propriedades mecânicas dos materiais usando exemplos práticos! Para ler este conteúdo, basta CLICAR AQUI!
Proteção contra luz UV
Os materiais poliméricos aplicados em componentes expostos a luz do Sol estão sujeitos a degradação por radiação UV. Para que isso não ocorra, são adicionados aditivos que retardam ou eliminam a reação química que causa essa degradação.
A fita autofusão da imagem abaixo não possui nenhum tipo de aditivo que atenue a degradação UV, algo notado pela frase "proteja a fita contra raios solares":

Imagem 7 - Fita de borracha EPR não preparada para ser exposta ao Sol
Existem três nomenclaturas utilizadas para se referir aos materiais que retardam ou eliminam a degradação por radiação UV, sendo que um deles, o termo "Anti-UV", é apenas um nome genérico que se costuma dar pra todo plástico que recebe alguma aditivação que o proteja da radiação UV, ou à aquele polímero onde essa propriedade é intrínseca. Agora, a nomenclatura utilizada para se referir às classes de aditivos Anti-UV:
Estabilizante UV
Atuam quimicamente no polímero impedindo a formação de radicais livres. Exemplos:
→ Negro-de-fumo: A estabilização é obtida com, no máximo, 2,5% de aplicação do Negro-de-fumo no material, sendo o tipo preferido aquele com tamanho de partícula menor que 25 nm, e neste caso funcionando também como antioxidante. O Negro-de-fumo também deixa o material com coloração preta, aliás, este é, de fato, o principal motivo de seu uso em plásticos, sendo que a função de estabilizante UV é como se fosse “brinde”.
Os adesivos de Poliuretano utilizados para colar vidros automotivos possuem, em geral, uma pequena carga de Negro de Fumo, que além de dar a cor preta ao produto permite uma estabilização quando o material é exposto aos raios solares. Observe o seguinte documento:

Complemento 1 - Observe destacado em verde e azul os dois compostos orgânicos que formam o PU, bem como o aditivo Negro de Fumo
OBSERVAÇÃO: A FISPQ não tem a intenção de mostrar todos os químicos que compõem um produto, mas sim apenas aqueles que são considerados perigosos, ou muito perigosos, enfim, algo bastante vago e arbitrário, tanto que é comum encontrar documentos deste tipo onde o fabricante omite todos os componentes da mistura, alegando simplesmente que nenhum é perigoso "desde que utilizado da forma correta".
Entretanto, sabemos que os vidros automotivos colados na carroceria possuem bordas pintadas com tinta cerâmica preta que absorve toda a energia luminosa, escondendo a região onde a cola é depositada, permitindo um acabamento melhor, uma estética melhor. Quando a cola fica exposta - são raros os casos - é possível notar sua lenta degradação ao longo dos anos:

Imagem 8 - Um dos vidros da janela esquerda - habitáculo do motorista - de um Caio Giro 3.400 ano 2005. Este vidro ainda é original de fábrica
→ HALS (Hindered Amine Light Stabilizers): As aminas estericamente bloqueadas são um grupo de estabilizantes utilizados principalmente em poliolefinas (PE e PP). As HALS, como por exemplo a Piperidina com baixo ou alto peso molecular, funcionam estabilizando a resina através do encerramento do radical livre iniciado pela luz solar. São aplicadas em proporções menores do que os absorvedores a base de benzofenonas ou benzotriazóis.
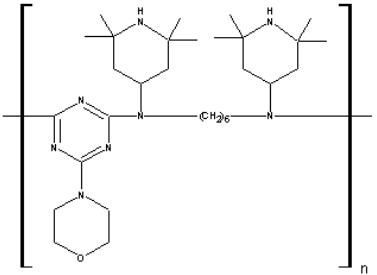
Fórmula Química 1 - Estrutura química de uma HALS
Um exemplo de Estabilizante UV comercial é o Tinuvim 770, um tipo de HALS a base de bis (2,2,6,6, -tetrametil-4-piperidil) sebacato. Outro exemplo é o Chimassorb 2020, um tipo de HALS a base de 1,6 - hexanodiamina, N, N'- bis (2,2,6,6-tetrametil-4-piperidina-il), 2,4,6-tricloro-1, 3,5-triazina, N- butil-1-butilamina e N-butil-2, 2,6,6-tetrametil-4-piperidinoamina. Veja a imagem abaixo:
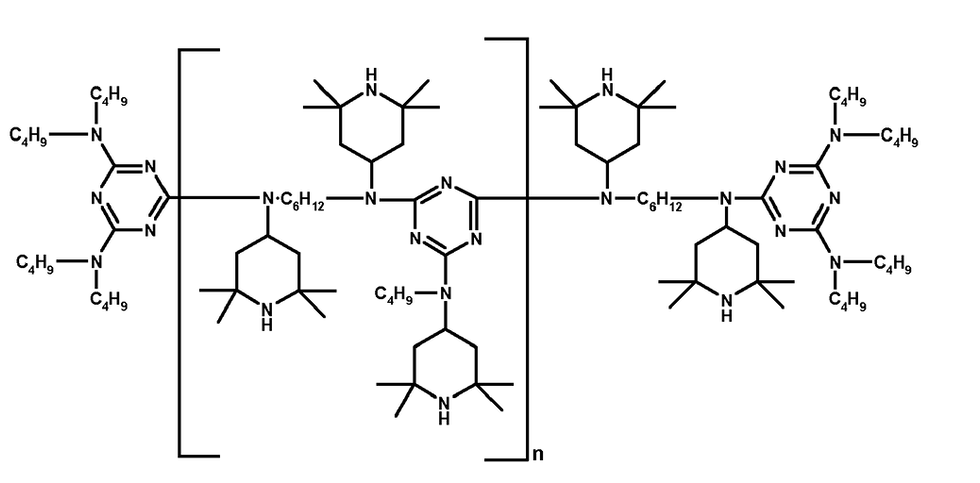
Fórmula Química 2 - Estrutura química do Chimassorb 2020
Ambos são muito utilizados em PP e PE, sendo o Chimassorb também utilizado em EVA e TPEs que utilizam PP.
Absorvedor UV
Atuam de forma física na inibição da radiação UV, absorvendo a radiação e transformando-a em calor. A concentração de Absorvedor UV no polímero deve levar em consideração a espessura da peça, sendo que esse tipo de proteção não é tão eficaz em filmes ou chapas finas, mas é muito utilizada em materiais para injeção. Exemplos:
→ Benzofenonas: Utilizadas em poliolefinas e PVC. Veja a imagem abaixo:

Fórmula Química 2 - Estrutura química de uma Benzofenona
→ Benzotriazóis: Utilizadas em plásticos, como por exemplo as Poliamidas, Policarbonato, ABS e outros. Veja a imagem abaixo:
Fórmula Química 3 - Estrutura química de um Benzotriazol
Um exemplo de Absorvedor UV comercial utilizado em PVC, PS, PC, PMMA, ABS, PE, Poliepóxido, entre outros é o Tinuvin 326, com fórmula molecular C17H18N3OCl mostrada abaixo:

Fórmula Química 3 - Estrutura química do Tinuvim 326
CURIOSIDADE: Existem milhares de Estabilizadores e Absorvedores UV, existindo vários nomes comerciais, como por exemplo os Tinuvim e Chimassorb apresentados aqui.
Geralmente eles são diferenciados por um número, como é o caso do Tinuvim 622, um HALS composto por Ácido poli (4-hidroxi-2,2,6,6-tetrametil-1-piperidinoet9nol-alt-1,4-butanodioico) que também pode ser referido como "HALS 622". O Chimassorb 2020 também pode ser chamado de "HALS 2020".
Já o Absorvedor UV Tinuvim 326 pode ser referido simplesmente como "UV 326". O Chimassorb 81 é um 2-hidroxi-4-n-octoxibenzofenona, também reconhecido como "UV 531".
CURIOSIDADE: Radicais livres são átomos que contém um número impar de elétrons na sua ultima camada, e devido a este não emparelhamento, são muito instáveis e têm alto poder reativo, pois tendem a se associar de maneira rápida a outros átomos com os quais pode reagir ou oxidar.
Proteção contra o Ozônio
Um antiozonante é um composto orgânico que previne ou retarda os danos causados pelo Ozônio (O3, uma variação alotrópica do Oxigênio), sendo aplicados na forma de aditivos na fabricação de peças de borracha.
Muitos elastômeros são ricos em ligações duplas insaturadas, que podem reagir com o Ozônio presente no ar em um processo conhecido como ozonólise. Essa reação quebra as cadeias poliméricas, degradando as propriedades mecânicas do material. O efeito mais óbvio disso é a fissuração do elastômero (craqueamento por Ozônio), que é exacerbado, acelerado pelo estresse mecânico.
Não apenas pneus, mas qualquer peça feita de borracha está sucetível à degradação por Ozônio, por isso o uso de um antioxidante.

Imagem 9 - Uma mola pneumática de um semi-reboque com algumas fissuras superficiais
A taxa de degradação é afetada tanto pela estrutura química do elastômero quanto pela quantidade de Ozônio no ambiente.
Os elastômeros ricos em ligações duplas, como a NR, SBR e NBR são os mais sensíveis à degradação, enquanto a BR, CR, EPDM e FPM são mais resistentes.
O Ozônio troposférico está naturalmente presente no ambiente numa concentração de 0,01 ppm (partes por milhão), mas também é um produto da poluição atmosférica e, portanto, a degradação é mais rápida em áreas cujo ar é mais poluído.
CURIOSIDADE: O maior nível de poluentes atmosféricos, como Óxidos de Nitrogênio e compostos orgânicos voláteis, acabam por aumentar a concentração de O3 em camadas mais inferiores da atmosfera, como a troposfera. Por ser tóxico em certos níveis, principalmente para idosos, asmáticos e cardíacos, a presença de Ozônio ajuda a piorar os índices de qualidade do ar e acarreta problemas de saúde mais graves.
Estes dois fatores tornam componentes elastoméricos de veículos particularmente vulneráveis, uma vez que contêm um elevado nível de grupos insaturados, operam em áreas propensas à poluição atmosférica e estão sujeitos a tensões mecânicas significativas. Todavia, os penus são os mais lembrados, já que sofrem com atrito e soltam partículas de borracha no ambiente, poluindo ainda mais.
PARA PENSAR NO CAMINHO DE CASA: Vários projetos de pesquisa estudam a aplicação de outros tipos de antiozonantes para proteger as plantas, bem como a vida aquática afetada por estes produtos químicos. Reduzimos significativamente os problemas causados pelo Ozônio em peças de borracha do maquinário que usamos em nosso dia-a-dia, entretanto, colaboramos ainda mais com a poluição da natureza.
Os antiozonantes mais comuns para elastômeros são:
→ Dialquil p-Fenilenodiaminas, tal como N,N'-Di-2-butil-1,4-fenilenodiamina: Se trata de uma amina aromática usada industrialmente como antioxidante para prevenir a degradação de óleos de turbinas, óleos de transformadores, fluidos hidráulicos, lubrificantes, ceras e graxas. É particularmente eficaz para produtos de hidrocarbonetos produzidos por craqueamento ou pirólise, que são caracterizados por um alto teor de alcenos. Também é usado como inibidor de polimerização na produção de vários monômeros vinílicos, como acrilatos.
É vendido em estado líquido com coloração avermelhada. É um sensibilizante da pele e pode ser absorvido por ela, sendo tóxico para os Humanos e animais.
Também é o componente ativo de, por exemplo, misturas antioxidantes AO-22, AO-24, AO-29 e VANLUBE e inibidor Santoflex 44PD;
→ Alquil-aril p-Fenilenodiaminas, mais conhecido como 6PPD ou IPPD: Embora seja um antioxidante eficaz, é usado principalmente devido ao seu excelente desempenho antiozonante.
O 6PPD é preparado por aminação redutiva de metil isobutil cetona (que tem seis átomos de Carbono, daí o '6' no nome) com fenil fenilenodiamina (PPD). Isso produz uma mistura racêmica.
É móvel dentro da borracha e migra lentamente para a superfície através do florescimento. Aqui ele forma uma “película protetora de eliminação”, reagindo com o Ozônio mais rapidamente do que o Ozônio pode reagir com a borracha. Este processo forma radicais aminoxila e foi inicialmente pensado para se degradar apenas em quinona diimina, mas desde então foi entendido que continua a oxidar em quinonas, entre outros produtos.
Apesar do 6PPD ser usado em pneus desde meados da década de 1960, sua transformação em quinonas foi reconhecida pela primeira vez em 2020. Os produtos oxidados não são antiozonantes eficazes, o que significa que o 6PPD é um agente sacrificial.
A tendência do 6PPD de florescer em direção à superfície é protetora, pois a película superficial do antiozonante é reabastecida a partir das reservas contidas na borracha. Todavia, esta mesma propriedade facilita a transferência de 6PPD e seus produtos de oxidação para o meio ambiente como detritos de desgaste de pneus. A 6PPD-quinona (6PPD-Q, cujo número
CAS é 2754428-18-5) é particularmente preocupante, devido à sua toxicidade para a vida aquática.
Já o N-Isopropil-N'-fenil-1,4-fenilenodiamina (frequentemente abreviado como IPPD) também é usado como antiozonante em elastômeros. Como outros à base de p-fenilenodiamina, ele funciona em virtude de sua baixa energia de ionização, o que lhe permite reagir com o Ozônio mais rapidamente do que o Ozônio reagiria com a borracha. Esta reação o converte no radical aminoxila correspondente (R 2 N – O•), com o Ozônio sendo convertido em um radical hidroperoxila (HOO•), fazendo com que essas espécies possam então ser eliminadas por outros estabilizadores poliméricos antioxidantes.
Assim como o 6PPD, o IPPD está sujeito ao processo de florescimento, onde migra para a superfície da borracha, porém, sua liberação no ambiente é maior (por isso o maior uso do 6PPD, pois ele migra mais lentamente). A oxidação do IPPD converte o anel central de fenilenodiamina em uma quinona;
→ Diaril p-fenilenodiaminas, mais conhecido como DPPD;
Além de:
→ Fenol estirenado (SPH);
→ fenol estirenado e alquilado (SAPH)
→ Ceras hidrocarbonadas que criam uma barreira superficial, evitando o contato com o Ozônio (cera de parafina e cera microcristalina).
Antioxidantes
Já que no tópico anterior citamos antioxidantes e antiozonantes, é bom trazer alguns detalhes para nos situarmos entre estas duas classes de aditivos para polímeros e borrachas.
Antioxidantes protegem os plásticos contra oxidação induzida pelo calor. Tal processo leva a diversos efeitos indesejáveis, como descoloração e alteração das propriedades mecânicas, de modo que a vida útil do produto final tende a cair.
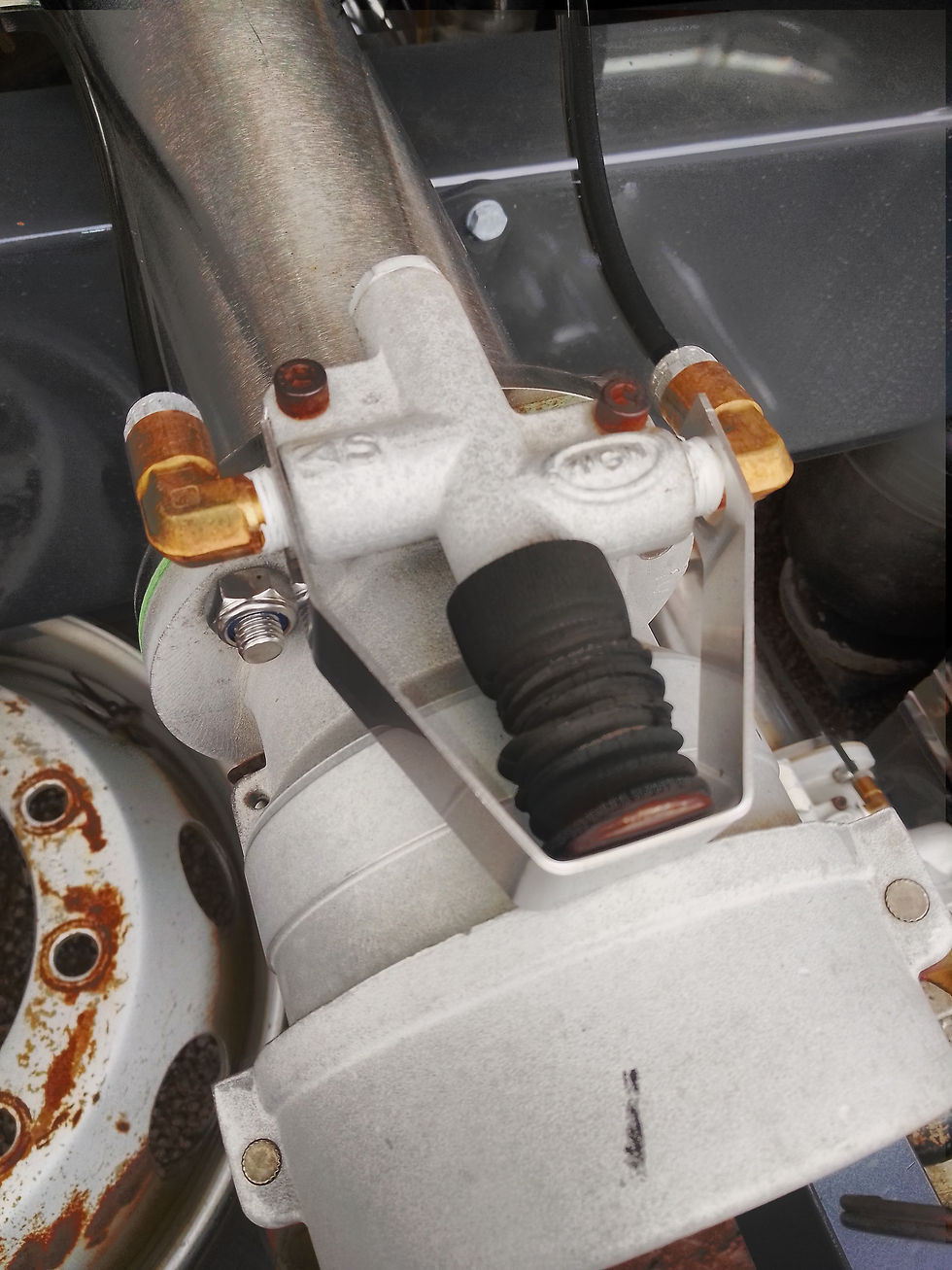
Imagem 10 - Perceba que a coifa guarda pó da haste da válvula interlock está bastante danificada pela ação atmosférica combinada com o constante acionamento mecânico
OBSERVAÇÃO: A imagem acima se trata de uma peça com cerca de 6 anos de uso constantemente exposta ao Sol e chuva num semi-reboque tanque. Uma variedade de fatores podem ter ocasionado tal desgaste, como por exemplo a falta de um agente anti-UV e de um antiozonante / antioxidante no composto de borracha, que neste caso é pra ser NBR (Nitrilic Rubber).
Além da exposição atmosférica, o antioxidante tem como função evitar a oxidação dos polímeros durante seu processamento na injeção ou extrusão.
Plásticos estão sujeitos a oxidação após um longo período de uso ou quando expostos a altas temperaturas. A oxidação é uma reação em cadeia, que envolve radicais livres e hidroperóxidos intermediários. Os antioxidantes inibem esse processo reagindo e decompondo as substâncias reativas.
Diferentes antioxidantes reagem com diferentes intermediários no processo de oxidação e também apresentam diferentes reatividades em função da temperatura, de modo que uma pluralidade de tais aditivos são recomendados em situações de temperaturas mais altas ou mais baixas.
Na sequência, ALGUNS dos antioxidantes mais comuns estão:
-> 2,6-Di-tert-butyl-4-methylphenol (mais conhecido como BHT), cuja fórmula é C15H24O;
-> Tri fenil fosfito, cuja fórmula química é C18H15O3P;
-> Tetrakis [metileno (3,5-di-terc-butil-4- hidroxihidrocianamato)] metano, cuja fórmula química é C73H108O12;
-> n-Octadecyl-β-(4-hydroxy-3, 5-di-tert-butyl-phenyl)-propionate, cuja fórmula química é C35H62O3;
-> tris (2,4 di t-butil fenil) fosfito, cuja fórmula química é C42H63O3P;
-> Tris(2,4-ditert-butylphenyl)phosphite e Pentaerythritol tetrakis(3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate), cuja fórmula química é C42H63O3P e C73H108O12;
-> Poly-tert-Butylphenoldisulfide, cuja fórmula química é (C10H14O)x;(Cl2S2)y;
-> 4,4'-thiobis( 2-tbutyl-5-methylphenol), cuja fórmula química é C22H30O2S
Como foi dito anteriormente, o DPPD, 6PPD e IPPD também atuam como antioxidantes gerais, porém, sua eficiência maior é no retardo da degradação causada pelo trioxigênio.
Masterbatch...?
Para concluir todo este raciocínio, saiba que todos os aditivos em pó ou fibrosos aqui mencionados, além de vários e vários outros não citados são adicionados na resina plástica - seja ela termofixa ou termorígida - através de um composto Masterbatch.
CURIOSIDADE: Alguns antioxidantes, por exemplo, são líquidos, portanto, podem ser adicionados ao polímero através de um Masterbatch líquido.
Muitos desses aditivos podem ser inertes para alguns materiais e ou ter dificuldades de se misturar a eles, necessitando de químicos dispersantes e ligantes, ou seja, não podem ser simplesmente adicionados puros na resina derretida, pois não vão se misturar de forma homogênea. É aí que entra o Masterbatch.
Até um simples pigmento que confere cor ao polímero é disponibilizado na forma de composto Masterbatch! Para obter mais algumas informações sobre este assunto, CLIQUE AQUI!

Nomes Comerciais e as Confusões
Lá vão algumas curiosidades sobre as Fibras Sintéticas:
É comum, porém não tão correto chamar pelo nome comercial:
→ Lycra - Poliureteno elastômero (PUR). Nome comercial registrado pela indústria química americana DuPont;
→ Nylon - Poliamida (PA). Nome comercial registrado pela indústria química americana DuPont;
→ Kevlar - Aramida, isto é, Amida Aromática. Nome comercial registrado pela indústria química americana DuPont;
→ Teflon - Politetrafluoroetileno (PTFE). Nome comercial registrado pela indústria química americana DuPont;
→ Isopor – Poliestireno Expandido (EPS). Nome comercial registrado pela indústria química alemã Knauf;
→ Viton – Fluoelastômeros (FPM). Nome comercial registrado pela indústria química americana Chemours Company;
→ Neoprene - Policloropreno (CR). Nome comercial registrado pela indústria química americana DuPont;
→ Mylar - Tereftalato de Polietileno Orientado Biaxialmente (BOPET). Nome comercial registrado pela indústria química americana DuPont;
→ Vectran - Polímero de Cristal Líquido (LCP). Registrado pela indústria química americana Celanese Corporation;
→ Santoprene - Termoplástico Elastômero Vulcanizado (TPV) feito de resina plástica PP misturado com borracha sintética EPDM. Registrado pela indústria química americana Celanese Corporation;
É raro alguém que conheça um pouco do assunto e saiba relacionar Nylon ou Tecalon com Poliamida, por exemplo. Geralmente os nomes comerciais mais famosos prevalecem e acabam sendo usados para se referir a qualquer material, e é aí que está o erro. É lamentável que sequer vendedores de auto peças ou mecânicos sabem o que estão vendendo ou montando, e o pior é que clientes acabam colocando na cabeça que, por exemplo, um retentor feito de borracha NBR do mercado paralelo é igual ao retentor de PTFE vendido na concessionária.
Mas como alguém vai saber a composição de uma peça de um carro, por exemplo?
Como Identificar a Composição de Uma Peça
Para identificar a composição química de uma peça polimérica, seja ela elastômero ou plástico, procure sempre por letras e números entre um 'maior que' (>) e um 'menor que' (<) impressas a tinta ou alto / baixo relevo no corpo da peça. Veja exemplos abaixo:
>PA66-GF30< >PELD<
>PPGF35< >PP<
>PU< >PTFE<
>PUR< >MVQ<
>PA12< >PA66+EPDM<
>PP-T40< >PET<
>PEHD< >PBT-GF30<
>PA6-(GB20+GF10)< >LCP<
>P/E+EPDM-T28< >EPS<
>ABS< >CR-SBR<
>NBR+PVC< >HNBR-PA66-GF<
>ABS-FR< >PP+EPDM-MD20<
Perceba que quando o compósito é feito apenas de duas ou mais resinas poliméricas, geralmente se nota o uso do símbolo de adição (+), como é o caso do >NBR+PVC<. Veja que quando o compósito possui a adição de um não-polímero, comumente se nota o uso de um traço (-), como é o caso do >PA66-GF30< e do >P/E+EPDM-T28<.
Existem exceções, pois o próprio fabricante pode inserir as informações da maneira que achar melhor. Você pode encontrar correias com a notação >PA66/EPDM< ou então >HNBR-PA66-GF<, bem como peças em >PPGF35<. Alguns podem utilizar outras siglas para se referirem ao mesmo material, como é o caso do >PP-30FV<, que significa Polipropileno reforçado com 30% de Fibra de Vidro.
Outra notação que pode ser utilizada e que pode confundir é o caso da >P/E+EPDM-T28<, ou então >P/P+P/E<. Nestes casos, o Polietileno (PE) e o Polipropileno (PP) são abreviados com uma barra entre as duas letras.
A aleatoriedade destes códigos é tão grande que se pode encontrar marcações que incluem a composição de duas peças de um mesmo sistema, como é o caso deste cartucho de tinta de impressora da HP:

Imagem 11 - Cartucho HP 664 com tinta preta
Note que na carcaça está em alto relevo “>PET-GF15,PUR<”, ou seja, Polietileno Tereftalato reforçado com 15% de fibra de vidro. O Poliuretano não é misturado ao compósito da carcaça, no entanto, integra o mesmo código, separado apenas por um ponto. O PUR se faz presente em forma de um cubo de espuma encaixado no interior do cartucho. Esta espuma é embebida em tinta. Caso seja um cartucho colorido (CMY ou, raramente, RGB) serão três compartimentos de tinta e um cubo de PUR em cada um.
Quanto as nomenclaturas de compósitos que empregam aditivos retardantes de chamas (FR)...
Há casos em que a sigla “FR” pode ser mencionada no código de material impresso no componente (Por exemplo ">ABS+PC-FR<"). Em outros componentes pode haver inclusive a porcentagem de FR adicionada à matriz do compósito (como por exemplo ">ABS-FR(40)<"), porém, em muitos casos o fabricante pode não mencionar a adição do retardador de chamas (Por exemplo ">ABS+PC<"). Independente de qual a notação escolhida para marcar o componente, em quase 100% dos casos não está explícito que tipo de retardador de chamas é utilizando, deixando a dúvida de qual a composição exata da peça em questão.
OBSERVAÇÃO: Em vários casos o retardante de chamas pode ser descrito genericamente como um 'material de enchimento' (conhecido como "filler"), e geralmente simbolizado por "M" ou "MD". No entanto, este filler pode ser outro material (por exemplo, um mineral ou até mesmo outra resina plástica) em forma de pó de enchimento apenas para dar volume.
De qualquer forma, com um FR mineral é comum a utilização da abreviação "M" ou "MD" seguido da porcentagem do retardante utilizado. É o caso do TPV >PP+EPDM-MD20< ou então do polímero >PP-M40<. Veja a imagem abaixo, de uma borracha de acabamento na dianteira de um caminhão Scania R420:

Imagem 12 - TPV, sigla para Termoplástico Elastômero Vulcanizado
Para complicar mais, existem códigos de composição química que misturam todas estas siglas, como é o caso mostrado na seguinte imagem:

Imagem 13 - Carcaça de um notebook Sony VAIO feita em ">PC+ABS-(TD+MD)15FR(40)<"
A carcaça de notebook mostrada acima é feita de plástico, tanto que é fácil compreender o trecho "PC+ABS", todavia, o que complica é colocarem TD+MD, ou seja, Talco (um mineral) misturado com um outro filler. Outra coisa que pode dar nó na cabeça é o uso de "TD", "MD" e "FR", no entanto, é plausível, pois sugere o uso de aditivos diferentes (por exemplo, um mineral e outro não-mineral, e ambos não especificados, como sempre). Os valores "15" e "(40)" sugerem a porcentagem dos aditivos sobre a mistura de resina PC com ABS. De qualquer forma é confuso de entender.
Indicadores de Lote e Molde
É comum de se ver em objetos plásticos alguns "reloginhos" com uma seta ao centro apontando para um número, como podemos ver na imagem abaixo:

Imagem 14 - Indicadores de lote e molde
Na imagem acima, o marcador que aponta para o número "15" indica o ano de fabricação, já o marcador que aponta para o valor "12" indica o mês de fabricação. O terceiro relógio da Imagem 9 pode ser o dia em que a peça foi produzida. Em alguns casos, um dos relógios pode informar um fornecedor de matéria-prima ou um número de molde, desta forma, caso sejam produzidas peças defeituosas, será mais fácil de identificar uma máquina com problemas na linha de produção ou então um fornecedor que entregou um material com qualidade questionável.
Há casos em que há quatro indicadores, e todos servem apenas pra informar a data de fabricação:

Imagem 15 - Indicadores de Lote
Indicador de Flamabilidade
Qualquer um que trabalhe com hardware e possua o mínimo de curiosidade já notou que toda placa de circuito impresso possui em algum lugar a inscrição "94V-0". Essa inscrição não vale apenas para a placa em si, mas para qualquer componente aplicado sobre ela, seja um chip ou um slot PCI Express, por exemplo.
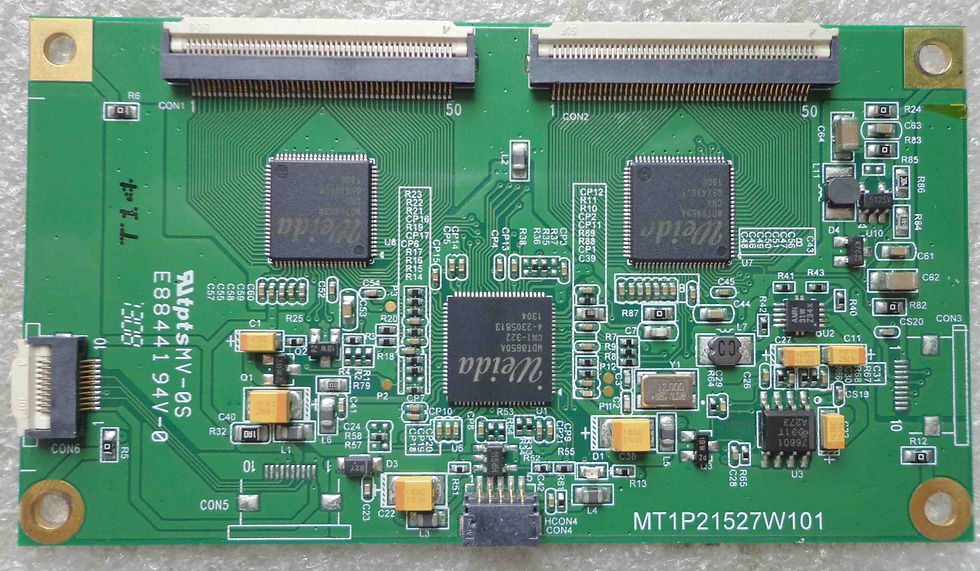
Imagem 16 - Perceba a marcação 94V-0 na PCB, que é confeccionada em FR4
Essa inscrição faz referência a uma norma internacional sobre flamabilidade de materiais. Flamabilidade nada mais é do que a capacidade que um corpo plástico tem de pegar fogo. Há dois tipos de programas de teste de pré-seleção na norma UL 94 efetuados em materiais plásticos para medir características de flamabilidade.
-> O primeiro determina a tendência do material tanto para extinguir quanto para espalhar a chama uma vez que a amostra foi incendiada. Este programa é descrito na UL 94 que agora está harmonizada com a norma IEC 60707, 60695-11-10 e 60695-11-20 e ISO 9772 e 9773.
-> O segundo programa de teste mede a resistência à ignição do plástico para as fontes de ignição elétrica. A resistência do material a ignição de superfície e características de rastreamento está descrito na UL 746A, que é semelhante aos procedimentos de ensaio descritos no IEC 60112, 60695 e 60950.
Classificações de chama da UL 94
Existem seis classificações de chama especificados na UL 94 que são atribuídos aos materiais a partir dos resultados dos testes. Estas classificações listados em ordem decrescente para cada um dos três grupos seguintes são usadas para distinguir características de queima de um material depois que corpos de prova foram expostos a uma chama de ensaio especificados em condições controladas de laboratório.
Estas classificações relacionam com materiais comumente utilizados em recintos de fabricação, peças estruturais e isolantes encontrados em produtos eletrônicos de consumo (UL 94 5VA, 5VB, V-0, V-1, V-2, HB).
Horizontal contra Posicionamento Vertical
As amostras moldadas a partir do material plástico são orientadas tanto na posição horizontal ou vertical de acordo com as especificações do método de ensaio relevante. As amostras são submetidos a uma fonte de ignição definida por um período de tempo especificado. Em alguns testes, a chama de ensaio é aplicada apenas uma vez, como é o caso do ensaio de combustão horizontal (HB), enquanto que em outros ensaios, a chama é aplicada pelo menos duas vezes.
A classificação HB indica que o material foi testado numa posição horizontal e verificou-se queimar a uma taxa menor que um máximo especificado. As classificações verticais V2, V1 e V0 indicam que o material foi testado na posição vertical e auto-apagou dentro de um prazo determinado após a fonte de ignição ser removida. As classificações verticais também indicam se o corpo de prova pingava partículas inflamadas ou não, o que faz ascender um indicador de algodão localizado abaixo da amostra.
A norma UL 94 também descreve um método em que a chama de ensaio é aplicada até cinco vezes nos testes. São as classificações 5VA e 5VB, sendo que a 5VA não pode ter nenhum burn-through e a 5VB pode ser tolerado uma perfuração por fogo, porém em ambas não pode haver respingos de partículas.
CURIOSIDADE: A sigla "UL" vem de "Underwriters Laboratories", uma empresa global de certificação de segurança sediada em Northbrook, Illinois, EUA. Foi estabelecida em 1894 como "Underwriters 'Electrical Bureau", um bureau do National Board of Fire Underwriters.

Imagem 17 - Logotipo da Underwriters Labs
A norma UL 94 é apenas uma das várias utilizadas no planeta para classificação de flamabilidade de materiais. Outra norma bastante comum é a UL 224, comumente vista em certificações de malhas náuticas utilizadas como conduítes de proteção de chicotes elétricos e dutos de líquidos. Geralmente é utilizada a classificação UL 224 VW-1 para estas malhas.
Anteriormente, vimos sobre as PCBs feitas em FR4. Pois bem, apesar do FR4 ser um padrão industrial definido por um órgão do porte da NEMA, para ter suas características comprovadas faz-se necessário passar pela bateria de testes que o permite ter a homologação 94V-0. Este parágrafo é para deixar claro que uma chapa de FR4 não recebe de maneira automática um selo 94V-0 ao ser produzida, até porque são várias fabricantes e vários modelos disponíveis, como foi mostrado na Imagem 3.

Agora sim, depois de tanto ler sobre fibras, borrachas e plásticos, e entender suas diferenças, misturas, aplicações, deve ter ficado claro que estes materiais são a base de quase tudo o que estão ao nosso redor e que eles são fundamentais para nossa sociedade.
Vou deixar aqui um PDF da fabricante Scania, com a apresentação de grande parte os compostos poliméricos utilizados na fabricação de seus caminhões, é só clicar no link abaixo:
Caso tenha ficado algum "ponto solto", alguma discordância, erros de digitação e caso esteja faltando alguma coisa, ou você queira trazer sugestões ao blog, entre em contato pelo hardwarecentrallr@gmail.com.
Texto: Leonardo Ritter.
Imagens, gráficos e desenhos: Google Imagens
Fontes: Rubberpedia (Manuel Morato Gomes); Mundo Educação (Jennifer Fogaça); Brasil Escola (Jennifer Fogaça); SABÓ; ANIP (Associação Nacional da Indústria de Pneumáticos); Vedamotors; Fricwel; Fras Le; Datiquim; Metalúrgica MGN; Akroplastic; Wikipedia (somente artigos com fontes verificadas!).
Última atualização: 29 de Março de 2024.
Comments